全國統(tong)一服務熱(rè)線400-090-8990

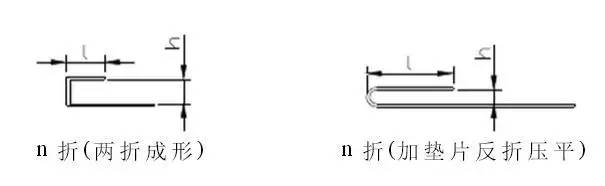
2 N折(shé):N折成形時(shí)依據l及h尺(chi)寸值而采(cǎi)取不同的(de)加工方式(shì)⭐,一⭐種是 直(zhí)接分爲兩(liǎng)折成形,另(lìng)一種是加(jiā)墊片反折(shé)壓平,一般(bān)❗情💋況‼️下,N折(shé)中的H爲較(jiao)重要尺寸(cùn).
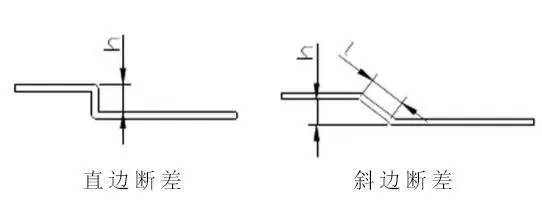
3 Z折:Z折又稱(cheng)爲斷差,根(gen)據成形角(jiǎo)度分爲直(zhí)邊斷差和(he)斜邊斷💁差(cha)⭐,加🔞 工方式(shi)則依照斷(duàn)差高度而(er)定, 直邊斷(duan)差當斷差(cha)高度h小🌈于(yú)3.5倍料厚時(shi)采用斷差(chà)模或易模(mo)成形,大于(yu)3.5倍料厚時(shí)采用正常(cháng)一正一反(fan)兩折完成(chéng). 斜邊斷差(chà)當斜邊長(zhang)度l小于3.5倍(bei)料厚時采(cai)用斷差模(mo)或易模成(chéng)形,大于3.5倍(bèi)料厚時采(cai)用🤩正常一(yī)正一反兩(liǎng)折完成
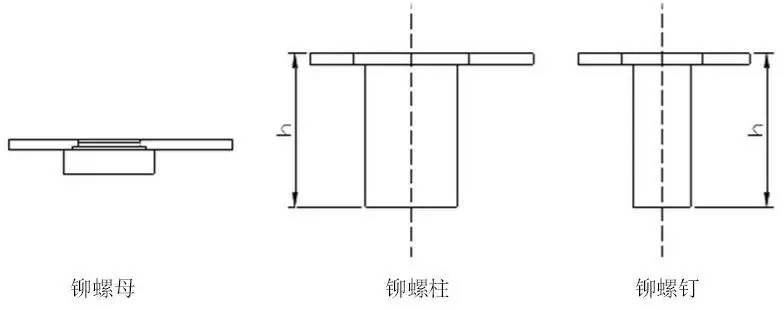
5 壓(yā)鉚釘: 利用(yòng)折床進行(háng)壓鉚釘作(zuo)業一般須(xu)治具輔助(zhu)🥰,以保🛀🏻證鉚(mǎo)❗釘之垂直(zhí)度,治 具結(jie)構類似于(yu)鉚釘機下(xia)模.